
Di cîhana çêkirina nîvconductor a bi metirsiyên bilind de, rastbûn ne tenê armancek e; ew pereyê jiyanê ye. Her ku çîp digihîjin pîvanên nanometre, makîneyên berpirsiyarê afirandina wan - gavên lîtografiyê, skanerên wafer, û amûrên metrolojiyê - divê bi aramiyek bênavber bixebitin. Du dehsalan e ku pargîdaniya me di pêşengiya vê pîşesaziyê de ye, bingeha van ecêbên endezyariyê peyda dike: pêkhateyên granîtê yên rastbûna kalîteya bilind.
Lêbelê, rêwîtiya hevkariya me bi hilberînerek alavên nîvconductor ên cîhanî (OEM) re eşkere dike ku nirxa me ji dabînkirina kevir wêdetir diçe. Ew çîrokek e ku çawa pisporiya endezyariyê ya kûr û çareseriyên materyalên xwerû dikarin astengiyên operasyonel ên tevlihev çareser bikin. Ev lêkolîna dozê hûrgulî dide ka me çawa bi vî xerîdar re hevkarî kir da ku xalek êşê ya krîtîk - dema kalibrkirina zêde - çareser bikin û kêmbûnek ecêb a 40% bi dest xistin, ku hilberîn û pêbaweriya wan zêde kir.
Pirsgirêk: Mesrefa Bilind a Çewtbûn û Demên Bêkarbûnê
Xerîdarê me, dabînkerê asta jorîn ê alavên çêkirina waferan, bi nifşa xwe ya herî dawî ya amûrên metrolojiyê yên bi berhemdariya bilind re rû bi rû ma. Van makîneyan, ku ji bo vekolîna kêmasiyên mîkroskopîk ên waferan hatine çêkirin, ji bo bicihkirina sensoran bi rastbûna nanometre, xwe dispêrin pergalên tevgera tevlihev.
Xala Êşê: Dema Kalibrasyonê
Tevî pêşketîbûna elektronîk û nermalava wan, makîneyan ji "drift"ê dikişandin. Her ku germahiya hawîrdora kargehê diguherî û makîneyan germahiya navxweyî derdixistin, çarçoveyên avahiya alavan bi hûrî fireh û girj dibûn.
Tevî pêşketîbûna elektronîk û nermalava wan, makîneyan ji "drift"ê dikişandin. Her ku germahiya hawîrdora kargehê diguherî û makîneyan germahiya navxweyî derdixistin, çarçoveyên avahiya alavan bi hûrî fireh û girj dibûn.
- Encam: Ji bo parastina rastbûnê, makîneyan diviyabû her 4 saetan carekê çerxek "homing" an kalibrkirinê pêk bînin.
- Dem: Her çerxa kalibrkirinê bi qasî 25 hûrdeman dom kir.
- Bandor: Di pîşesaziyekê de ku "Bandoriya Giştî ya Amûran" (OEE) tê de serdest e, windakirina 25 hûrdem ji dema hilberînê her 4 saetan nayê qebûlkirin. Ev yek bû sedema windahiyên girîng ên hilberînê û bêhêvîbûna bikarhênerên dawîn (kargehên çêkirina çîpan) ku daxwaza dema xebitandinê ya 24/7 dikirin.
Tîma endezyariyê ya xerîdar guman dikir ku sedema bingehîn di aramiya avahiya bingeha makîneyê û gantryên tevgerbar de ye, ku ji alloyek metal a kompozît hatine çêkirin. Pêdivîya wan bi çareseriyek hebû ku aramiya germî ya bilind pêşkêş bike bêyî ku hewcedariya ji nû ve sêwirandina tevahî ya mîmariya kontrola tevgerê hebe.
Fîzîka Pirsgirêkê: Çima Metal Sînor Bû
Ji bo fêmkirina sedema van pirsgirêkên kalibrkirinê, me neçar ma ku li zanista materyalan binêrin. Sêwirana alavên orîjînal ji bo bingeha avahîsaziyê pola qalibkirî û hesinê avêtinê bikar anî. Her çend ev materyal bihêz bin jî, di sepanên rastbûna bilind de du dezavantajên wan ên cihêreng hene:
- Koefîsyona Bilind a Berfirehbûna Germahîyê: Pola bi qasî du qat ji granîtê di heman guherîna germahiyê de fireh dibe. Heta guherînek 1°C jî di odeya paqij de dikare bibe sedema ku çarçoveya metalî ewqas xirab bibe ku rêzkirina makîneyê xera bike, û pêdivî bi ji nû ve kalibrasyonê çêbibe.
- Stresa Navxweyî: Strukturên qayîmkirî stresên mayî yên ji pêvajoya çêkirinê dihewînin. Bi demê re, ev stres xwe sivik dikin, dibin sedema "xişandin" an jî hinekî xwarbûnê di çarçovê de, û ev yek jî dibe sedema xeletiyên hevrêzkirinê.
Xerîdar pêdivî bi materyalek hebû ku ji hêla termal ve bêbandor bû, ji hêla pîvanan ve sabît bû, û bikaribûya lerzînên ku ji hêla motorên bilez ve têne çêkirin vebigire. Pêdivîya wan bi pêkhateyên granîtê yên rast hebû.
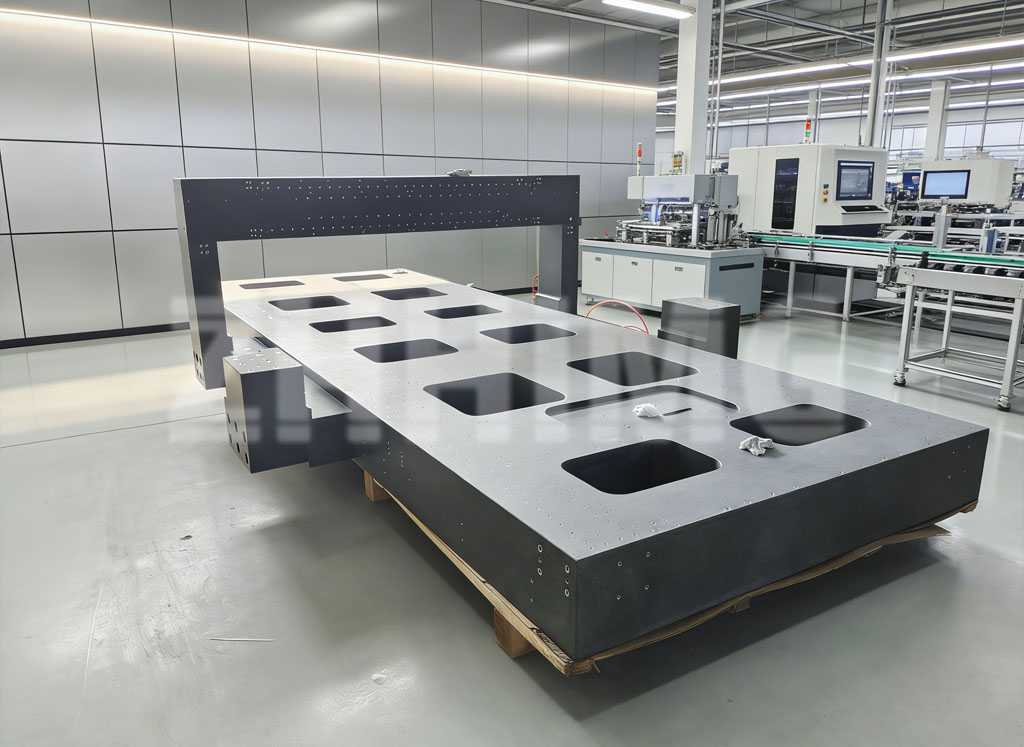
Çareserî: Mîmariya Granîtê ya Bi Endezyariya Taybet
Bi karanîna 20 sal ezmûna me di pîşesaziyê de, tîma me ya endezyariyê pêşniyarek ji bo nûjenkirin û ji nû ve sêwirandina navika avahiya makîneyê pêşkêş kir. Me ne tenê blokeke kevir dabîn kir; me pergalek endezyar kir.
Hilbijartina Materyalê: Granîta "Black Galaxy"
Me granîta xwezayî ya pola jorîn hilbijart, bi taybetî ji bo avahiya wê ya nazik û dendika wê ya bilind. Ev materyal pêşkêş kir:
Me granîta xwezayî ya pola jorîn hilbijart, bi taybetî ji bo avahiya wê ya nazik û dendika wê ya bilind. Ev materyal pêşkêş kir:
- Berfirehbûna Germahiya Kêm: Nêzîkî 5.4 × 10⁻⁶/°C, ji pola bi girîngî kêmtir e.
- Kapasîteya Kêmkirina Bilind: Granît 10 caran ji hesinê qalibkirî çêtir lerizînê vedimije, û piştrast dike ku dengê motorê mudaxeleyî pîvandinên hesas nake.
Nûjeniya Dizaynê: Geometrîya "Bê Stres"
Yek ji mezintirîn xetereyên bikaranîna granît giranî û dijwarîya makînekirinê ye. Tîma me modela CAD ya pêşketî bikar anî da ku geometrîya bingehê baştir bike. Me avahiyên ribên navxweyî sêwirand ku hişkbûnê herî zêde dikin û di heman demê de giraniyê kêm dikin.
Yek ji mezintirîn xetereyên bikaranîna granît giranî û dijwarîya makînekirinê ye. Tîma me modela CAD ya pêşketî bikar anî da ku geometrîya bingehê baştir bike. Me avahiyên ribên navxweyî sêwirand ku hişkbûnê herî zêde dikin û di heman demê de giraniyê kêm dikin.
Herwiha, me sêwirana "girêdana kînematîkî" bicîh anî. Li şûna ku granit rasterast bi şasîya pola ve were girêdan (ku dê stresê veguhezîne), me pergalek montajê ya sê-xalî bi balîfên asta verastkirî bikar anî. Vê yekê misoger kir ku granit di rewşek hevsengiya paqij de bimîne, bêyî hêzên derveyî yên ku dikarin bibin sedema xirabûnê.
Pêvajoya Hilberînê
Afirandina van pêkhateyan kapasîteyên hilberînê yên asta mîkronê hewce dikir:
Afirandina van pêkhateyan kapasîteyên hilberînê yên asta mîkronê hewce dikir:
- Makînekirina Durist a CNC: Me amûrên bi serê elmasê bi kar anîn da ku granîtê bi toleransên ±5 mîkronan makîne bikin.
- Lûlkirin û Cilkirin: Rêyên rêberiyê, ku motorên xêzikî lê diçûn, bi destan hatin lûlkirin da ku rûberek ji 0,5 mîkron Ra kêmtir were qedandin. Ev rûbera ultra-lûs diyardeyên sürtûn û şemitîna çîp kêm kir, û aramiya tevgerê bêtir zêde kir.
Bicîhanîn: Ji Prototîpê heta Hilberînê
Ji bo kêmkirina rîskê, veguhertin qonax bi qonax pêk hat. Me pêşî komek bingehên granîtê yên prototîp ji bo tesîsa R&D ya xerîdar peyda kir.
Qonaxa 1: Tesdîqkirin
Xerîdar bingeha granît di yekîneyeke ceribandinê de saz kir. Encam tavilê hatin. Li gorî xeta bingehîn a pola, germahiya guherbar ji %60 zêdetir kêm bû. Makîneyê ji bo demên pir dirêjtir hevsengiya xwe parast.
Xerîdar bingeha granît di yekîneyeke ceribandinê de saz kir. Encam tavilê hatin. Li gorî xeta bingehîn a pola, germahiya guherbar ji %60 zêdetir kêm bû. Makîneyê ji bo demên pir dirêjtir hevsengiya xwe parast.
Qonaxa 2: Entegrasyon
Digel ku materyal hat pejirandin, me bi tîma nermalava wan re xebitî da ku algorîtmayên tezmînatê yên makîneyê rast bikin. Ji ber ku bingeha granît ewqas sabît bû, nermalav êdî ne hewce bû ku faktorên sererastkirinê yên tund bicîh bîne, ku berê çavkaniya derengketina hesabkirinê bûn.
Digel ku materyal hat pejirandin, me bi tîma nermalava wan re xebitî da ku algorîtmayên tezmînatê yên makîneyê rast bikin. Ji ber ku bingeha granît ewqas sabît bû, nermalav êdî ne hewce bû ku faktorên sererastkirinê yên tund bicîh bîne, ku berê çavkaniya derengketina hesabkirinê bûn.
Qonaxa 3: Belavkirina Tevahî
Me xêzeke hilberînê ya taybet ava kir da ku pêkhateyên granît ji bo yekîneyên hilberîna girseyî yên wan peyda bikin. Kontrola me ya kalîteyê misoger kir ku her bingehek ku tê şandin yek e, û ev yek rê da OEM ku hilberîna xwe bêyî cûdahî mezin bike.
Me xêzeke hilberînê ya taybet ava kir da ku pêkhateyên granît ji bo yekîneyên hilberîna girseyî yên wan peyda bikin. Kontrola me ya kalîteyê misoger kir ku her bingehek ku tê şandin yek e, û ev yek rê da OEM ku hilberîna xwe bêyî cûdahî mezin bike.
Encam: Kêmkirina %40 di Dema Kalibrasyonê de
Piştî şeş mehan ji bicihkirina meydanî li kargehên xerîdaran, daneyan serkeftina projeyê piştrast kir. Guhertina ber bi pêkhateyên granîtî yên rastîn encamên bi pîvan û bi bandor peyda kir.
Pêşketinên Hejmarî
| Metrîk | Berê (Bingeha Pola) | Nû (Bingeha Granît) | Serrastkirinî |
|---|---|---|---|
| Frekansa Pîvankirinê | Her 4 saetan carekê | Her 8 saetan carekê | %50 Kêmtir Pir caran |
| Demjimêra Pîvankirinê | 25 deqîqe | 15 deqîqe | %40 Zûtir |
| Dema Xebata Makîneyê | %92 | %96.5 | +4.5% Berdestbûn |
| Derbasbûn | 100 wafer/saet | 104 wafer/saet | +4% Derketin |
Dabeşkirina "40%"
Serkeftina sereke - kêmkirina 40% di dema kalibrkirinê de - bi du mekanîzmayan hate bidestxistin:
Serkeftina sereke - kêmkirina 40% di dema kalibrkirinê de - bi du mekanîzmayan hate bidestxistin:
- Dema Rabûnê ya Zûtir: Ji ber ku granit lerizînan bi bandor kêm dikir, sensor di dema rûtîna kalibrkirinê de karîn stabîl bibin û pir zûtir pîvanan bigirin. Makîneyê neçar nebû ku "li bendê" bimîne ku lerizîn kêm bibin.
- Dubarekirinên Kêmkirî: Ji ber drifta germî di dema pêvajoyê de, bingehên pola gelek caran hewceyê gelek derbasbûnên kalibrkirinê bûn da ku li ser hevrêziyek rast bigihîjin hev. Bingeha granît têra xwe aram bû ku kalibrkirin di derbasbûna yekem de bi ser ket.
Feydeyên Kalîteyî
Ji bilî hejmarên xav, xerîdar feydeyên duyemîn ên girîng ragihand:
Ji bilî hejmarên xav, xerîdar feydeyên duyemîn ên girîng ragihand:
- Berhema Baştirkirî: Aramiya granît dengê pîvandinê kêm kir, rê da tespîtkirina kêmasiyên piçûktir, ku ev yek jî berhema giştî ji bo hilberînerên çîpan baştir kir.
- Lênêrîna Kêmtir: Granît nazengîne û naqelişe. Xerîdar destnîşan kir ku bangên lênêrînê yên têkildarî korozyona bingehîn an jî xwarbûna avahîsaziyê kêm bûne.
- Razîbûna Xerîdar: Bikarhênerên dawîn (fab) pêbaweriyek bilindtir ragihandin, ku navûdengê OEM-ê di sûkê de xurttir kir.
Encam: Nirxa Stratejîk a Granîta Rastîn
Ev lêkolîna rewşê nîşan dide ku kalibrkirina alavên nîvconductor ne tenê pirsgirêkek nermalavê ye; ew pirsgirêkek avahîsaziyê ye. Bi çareserkirina sedema bingehîn a bêîstîqrariyê - materyalê bingehîn ê makîneyê - me karibû destkeftiyên performansê yên ku nermalava bi tena serê xwe nikarîbû bi dest bixe, vekin.
20 sal in, me alîkariya hilberîneran kiriye ku sînorên gengaz derbas bikin. Bi radestkirina pêkhateyên granîtê yên rastîn ku wekî bingeha dawîn ji bo tevger û pîvandinê xizmet dikin, em dihêlin ku xerîdarên me leza bilindtir, toleransên tengtir û karîgeriya mezintir bi dest bixin.
Dema weşandinê: 20ê Nîsanê-2026